




铸铁平台铸件浇筑应该注意些什么?
为了确保T型槽铸铁平台铸件的质量、提高生产率和做到安全生产,浇注的时候应该严格遵守操作要领。
1. 浇注人员按要求穿工作服,并配戴防护眼镜,工作场地应该通畅无阻。浇包内的金属液不可以过满,以免在输送和浇注时溢出伤了人。
2. 浇包、浇注工具、炉前处理用的孕育剂、球化剂等使用前充分的烘干,烘干以后才可以使用。
3. 为确保T型槽铸铁平台铸件质量浇注时应及时将铸型中冒出的气体点燃顺气,以免由于铸型憋气而产生气孔,以及由于气体的不_燃烧而损害人体健康和污染空气。
4. 对于液态收缩和凝固收缩比较大的机床铸件,如中、大型铸件,浇注后要及时从浇口或冒口补浇。
5. 为了提高生产效率以及做到安全生产,应该选择正确的浇注速度,开始时应缓慢浇注,以便于对准浇口,减少熔融金属对砂型的冲击和有利于气体排出;随后快速的浇注,以防止冷隔;快要浇满前又应缓慢浇注,遵循慢、快、慢的原则。

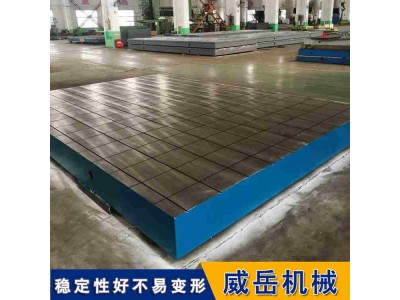
T型槽铸铁平台使用前用无腐蚀性汽油,将T型槽铸铁平台工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。温度变化会使测量产生误差,应在20±50C范围内使用。用完后擦净,涂无水酸性的防锈油,覆盖防潮纸,置于清洁干燥处存。使用时用水平仪调整到水平,使支点均匀分布各支点上。使用过程中,要注意避免工件和T型槽铸铁平台的工作面有过激的碰撞,防止损坏T型槽铸铁平台的工作面;工件的重量更不可以过T型槽铸铁平台的额定载荷,否则会造成工作质量降低,还有可能损坏T型槽铸铁平台的结构,甚至会造成T型槽铸铁平台变形,使之损坏,无法使用。
正常规格的铸铁平台一般企业是有库存现货,单对于一些特殊环境下使用的T型槽铸铁平台需要订做生产,对于订做生产的T型槽铸铁平台双方应在T型槽铸铁平台生产企业在保证产品质量的前提下约定生产周期和付款期限以供双方严格准守,一般T型槽铸铁平台http://www.chinaweiyue.com/生产周期在无特殊因素的情况下20-60天之间。大批量订货和需要生产企业去现场安装调试的时间双方应另行协商。
我公司主要生产大型铸铁平台、铸铁平板、检验平板、划线平板、装配平台、铆焊平台、工装平台、组拼装T型槽平台、镗铣等机床工作台、三座标平台、模具垫板、各种实验室基础平台、垫板、垫铁、试验平台等。年产单重60吨以下各种牌号铸铁(钢)件6000余吨。年生产各种机加工产品近万吨,首先通过ISO9001质量体系认证。
联系人 销售部经理 王女士13231713280 竭诚为您服务!
以上就是关于北京高回购款铸铁平台灰口T型槽铸铁平台强度好短工期接单全部的内容,关注我们,带您了解更多相关内容。

